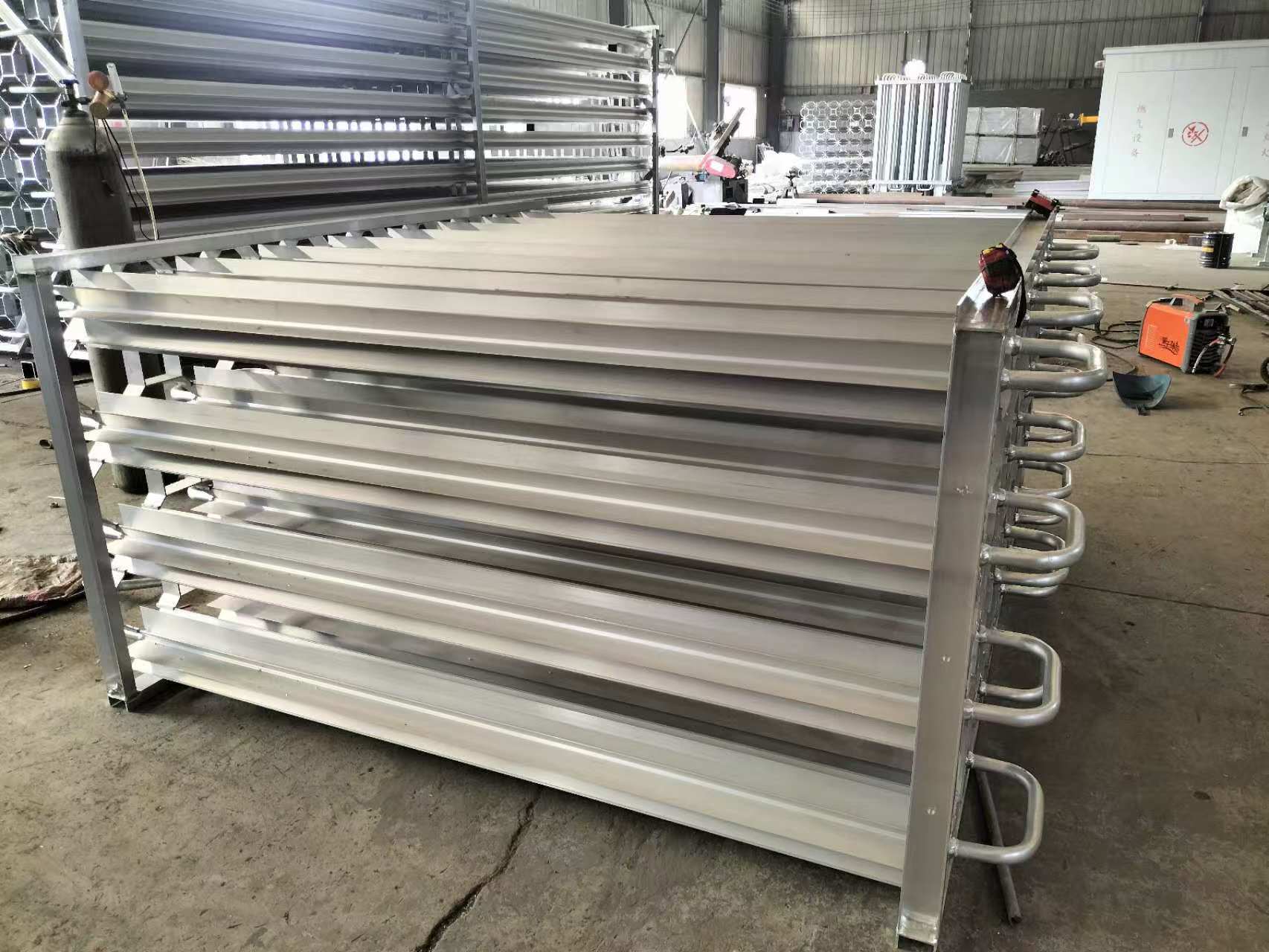
A levegő hőmérsékletű párologtató tulajdonságai és előnyei
(3) Amennyire lehetséges, hasonló lineáris tágulási együtthatójú anyagokat kell kiválasztani, hogy olyan alkatrészeket készítsenek, amelyek alacsony hőmérsékletű területeken működnek és relatív mozgással rendelkeznek; A burkolt részek lineáris tágulási együtthatójának kisebbnek vagy egyenlőnek kell lennie, mint a burkolt részek lineáris tágulási együtthatója, hogy megakadályozzuk a hideg zsugorodás során bekövetkező ragadás jelenségét;
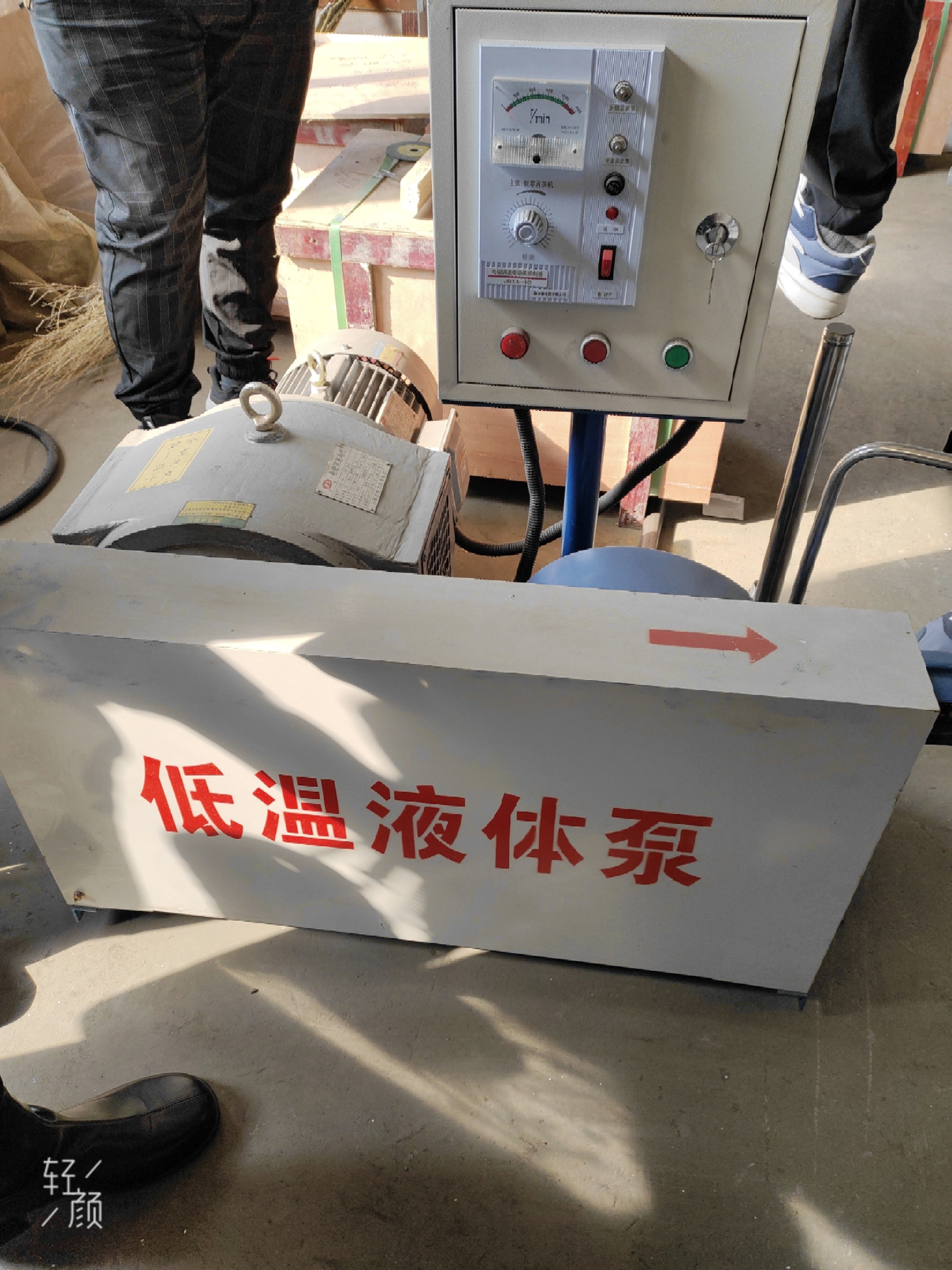
A kriogén folyadékszivattyút kriogén folyadék szállítására és nyomástartó gépeinek javítására használják. A működés elve szerint a kriogén szivattyú lapát típusú és két kategóriára osztható. A penge típusa centrifugális, vegyes áramlású és axiális áramlású. Dugattyútípus és dugattyútípus.
A levegő hőmérsékletű párologtatókat széles körben használják különféle iparágak gyártósoraiban és a polgári gázvezetékekben
Miért használjunk párologtatót?
A levegő-hőmérsékletű párologtatót levegőfürdős párologtatónak is nevezik. Általában lamellákkal ellátott alumíniumcsövekből készül. Amikor az alacsony hőmérsékletű folyékony gáz a párologtatóba áramlik, a hő a ...
A szén-dioxid párologtatókat főként a folyékony szén-dioxid gáznemű szén-dioxiddá alakítására használják, és széles körben használják az iparban, az élelmiszergyártásban, a tűzoltásban és más területeken.
A párologtató lényegében egy olyan kazán, amely nem képes nyomást generálni. Az LPG folyadék, amikor belép a párologtatóba, és gáz, amikor távozik. A párologtatók számos alkalmazási területen hasznosak, és számos LPG- és propán-rendszer elengedhetetlen részét képezik. Az elpárologtatók védelmet nyújtanak a jegesedést és nyomásveszteséget okozó hűtőhatás ellen, de nem hoznak létre nagyobb nyomást.
(4) Az alacsony hőmérsékleten dolgozó fontos alkatrészek esetében, különösen azoknál a mozgó alkatrészeknél, amelyekre nagyon szigorú csatolási követelmények vonatkoznak (például a tengelytömítés mozgógyűrűje és statikus gyűrűje, a dugattyús szivattyú dugattyúja és a hengerbetét stb.) a végső befejezés előtt hidegkezelést kell végezni. A hidegkezelési hőmérséklet általában alacsonyabb vagy egyenlő, mint a munkahőmérséklet, a kezelési idő 1-4 óra;