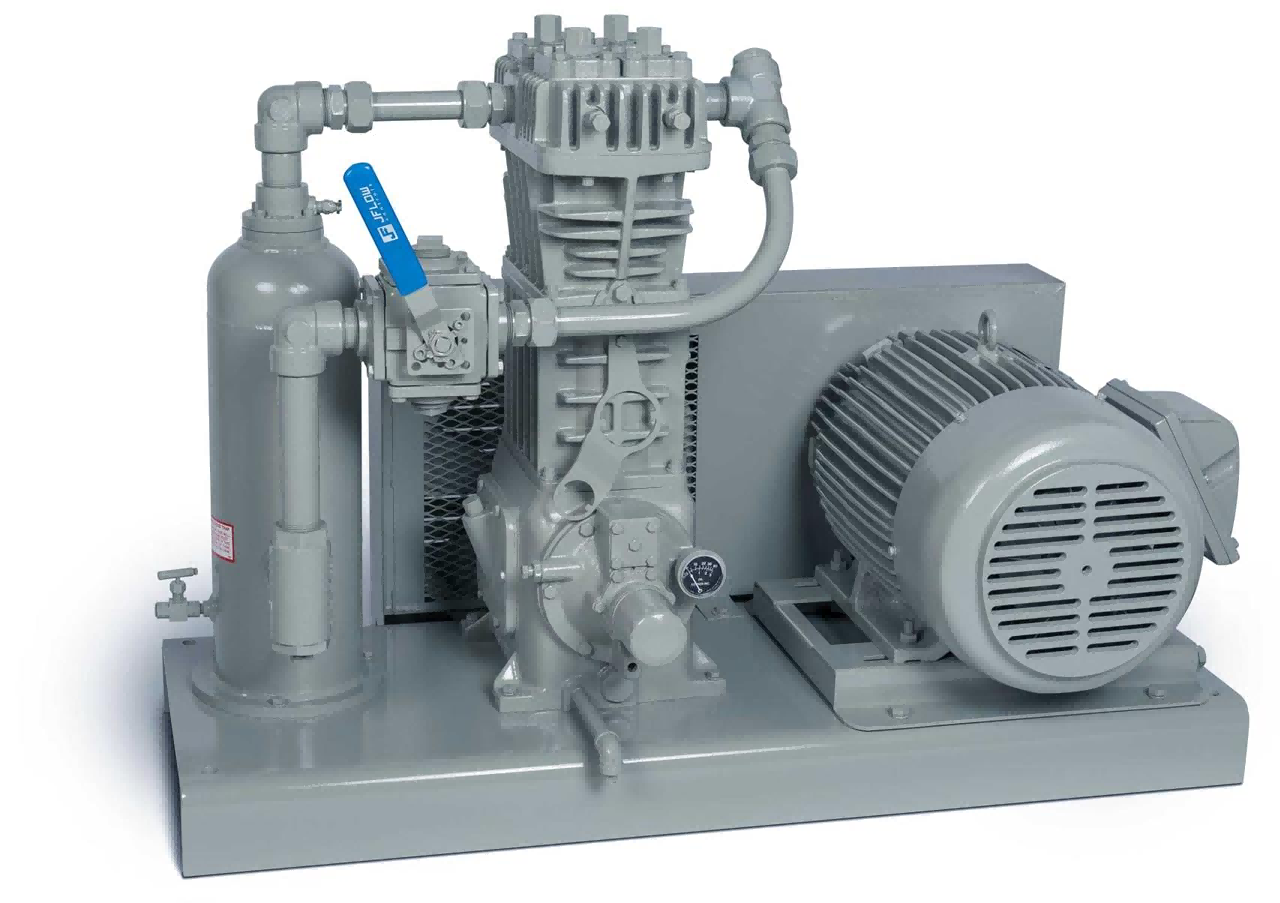
Lebih sedikit getaran, lebih sedikit bagian yang memakai; Kondisi kerja sederhana.
Gunakan palu bola atau palu busur untuk melakukan transisi yang mulus di sambungan pangkuan. Lapisan pertama manik las mengadopsi pengelasan konsesi segmental atau metode pengelasan lompat, dan pengelasan harus dilakukan dalam urutan pengelasan jahitan pendek terlebih dahulu dan kemudian mengelas jahitan panjang. 2. Kurangi panas pengelasan. Menurut situasi sebenarnya dari tukang las di lokasi, secara rasional melengkapi jumlah tukang las untuk secara ketat mengontrol panas yang dihasilkan selama pengelasan; Selain itu, sesuai dengan persyaratan proses pengelasan, secara ketat mengontrol arus pengelasan yang besar untuk secara fundamental mengurangi penyusutan pelat. Selama pengelasan, suhu interpass juga harus dikontrol secara ketat dalam 100 ° C.