Konserwacja i środki ostrożności dotyczące parownika temperaturowego
(3) W miarę możliwości dobiera się materiały o podobnym współczynniku rozszerzalności liniowej, aby wytworzyć części pracujące w obszarach o niskiej temperaturze i posiadające ruch względny; Współczynnik rozszerzalności liniowej osłoniętych części musi być mniejszy lub równy współczynnikowi rozszerzalności liniowej osłoniętych części, aby zapobiec zjawisku sklejania się podczas skurczu na zimno;
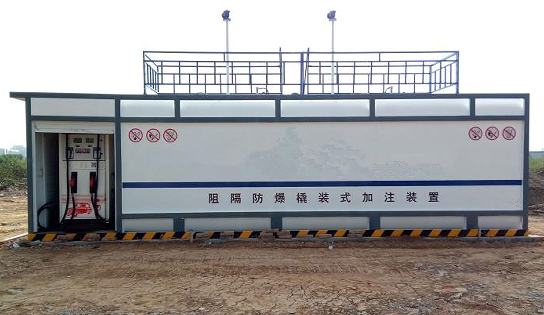
Zapewniamy naczepę z ciekłym tlenem o doskonałej wydajności. Nasze naczepy na ciekły tlen są opracowywane, budowane i kontrolowane zgodnie z normami krajowymi i międzynarodowymi. Składają się z wytrzymałej stali nierdzewnej i mają wyrafinowaną konstrukcję zbiornika, dobre właściwości izolacyjne, niskie współczynniki parowania statycznego i tak dalej.
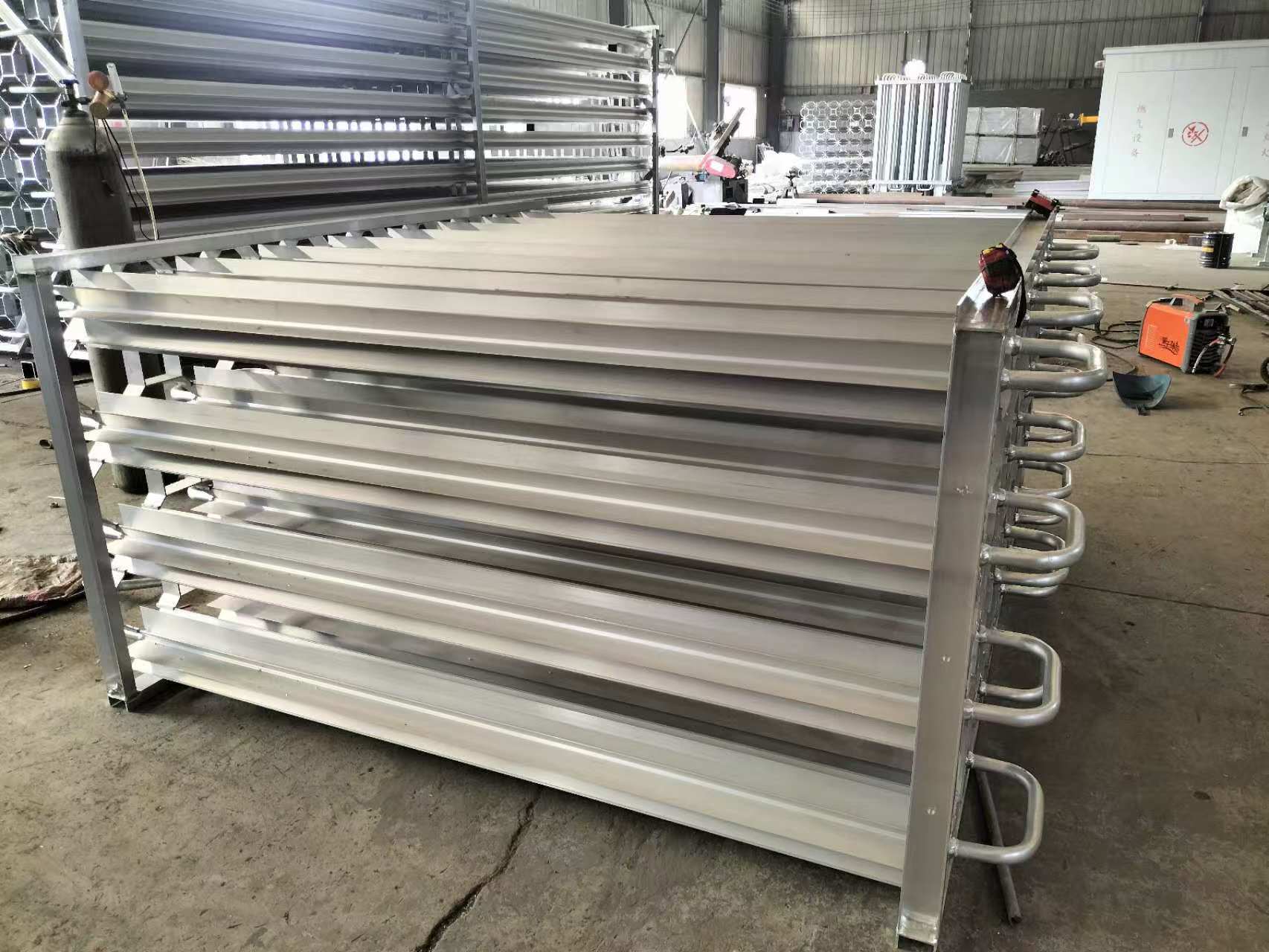
Niskotemperaturowy parownik cieczy składa się głównie z rurek przewodzących ciepło w kształcie gwiazdy, rur prowadzących ciecz i gaz, wsporników, podstaw oraz złączy wlotowych i wylotowych.
Dlaczego warto używać waporyzatora?
Lng to ciekły gaz ziemny, a gazyfikacja pry to system dostaw gazu, który zgazowuje ciekły gaz ziemny. Urządzenie regulujące ciśnienie zgazowania LNG jest szeroko stosowane w małych i średnich przedsiębiorstwach...
Różne typy waporyzatorów. W zależności od kierunku przepływu powietrza istnieją dwa typy: zasysanie w górę i ssanie w dół. Ze względu na konstrukcję istnieją gaźniki jedno- i wielowtryskiwaczowe.
Ten typ waporyzatora wykorzystuje energię elektryczną do wytwarzania ciepła, które jest przekazywane do ciekłego propanu w celu wytworzenia pary propanu. Waporyzatory elektryczne posiadają klasyfikację elektryczną, która pozwala na ich instalację bezpośrednio obok zbiornika na propan. Jest to przydatne w sytuacjach, gdy ilość miejsca na instalację jest ograniczona. Należy zauważyć, że do uruchomienia tych waporyzatorów wymagane jest zasilanie 3-fazowe.
(4) W przypadku ważnych części pracujących w niskiej temperaturze, zwłaszcza części ruchomych o bardzo rygorystycznych wymaganiach dotyczących sprzęgła (takich jak pierścień ruchomy i pierścień statyczny uszczelnienia wału, tłok pompy nurnikowej i tuleja cylindrowa itp.) przed ostatecznym wykończeniem należy poddać obróbce na zimno. Temperatura obróbki na zimno powinna być na ogół niższa lub równa temperaturze roboczej, czas obróbki wynosi 1 ~ 4 godziny;