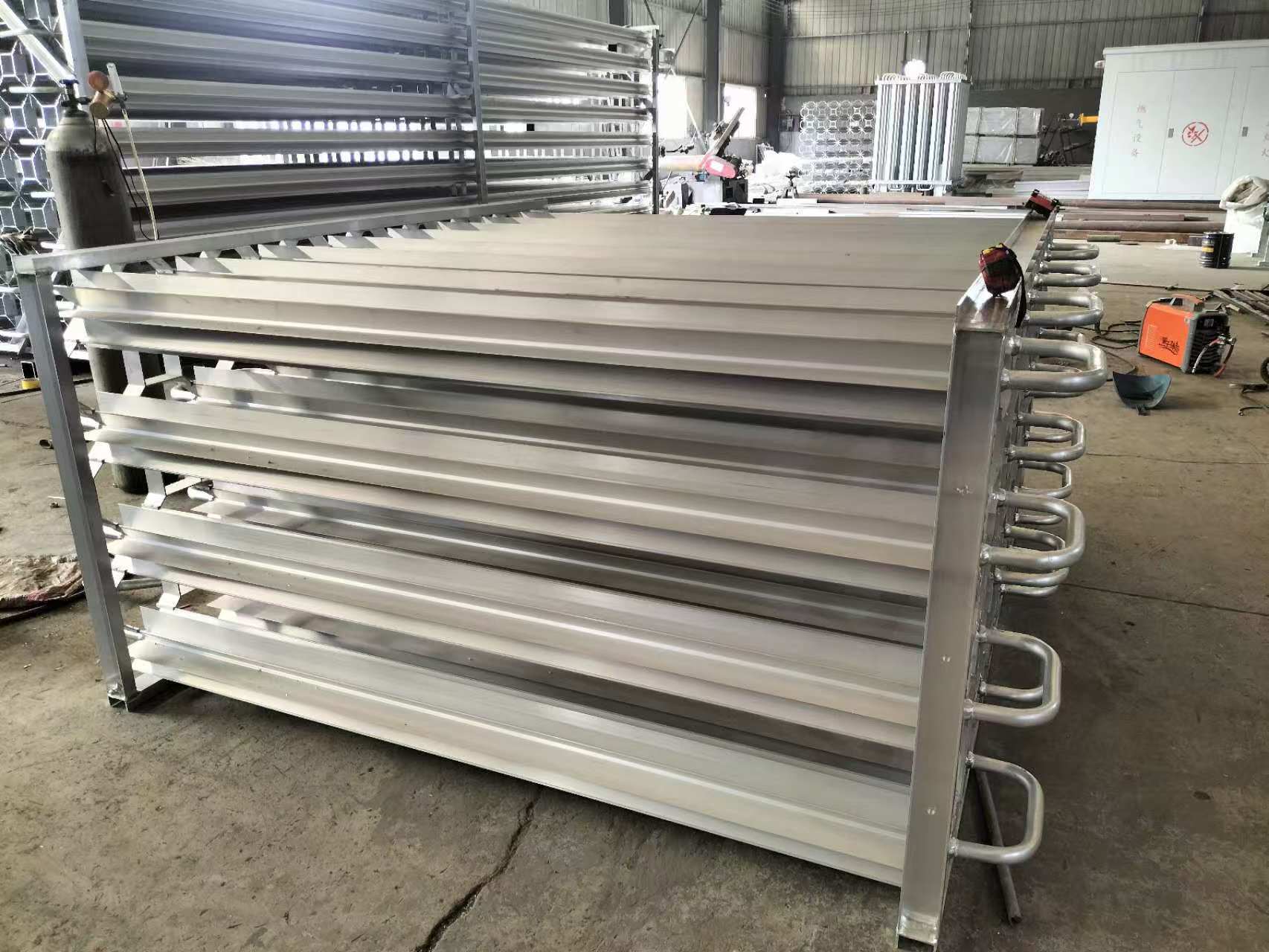
Vaporisateur à air pour liquides cryogéniques
(3) Dans la mesure du possible, des matériaux ayant un coefficient de dilatation linéaire similaire sont sélectionnés pour fabriquer des pièces fonctionnant dans des zones à basse température et ayant un mouvement relatif ; Le coefficient de dilatation linéaire des pièces enveloppées doit être inférieur ou égal au coefficient de dilatation linéaire des pièces enveloppées pour éviter le phénomène de collage lors du retrait à froid ;
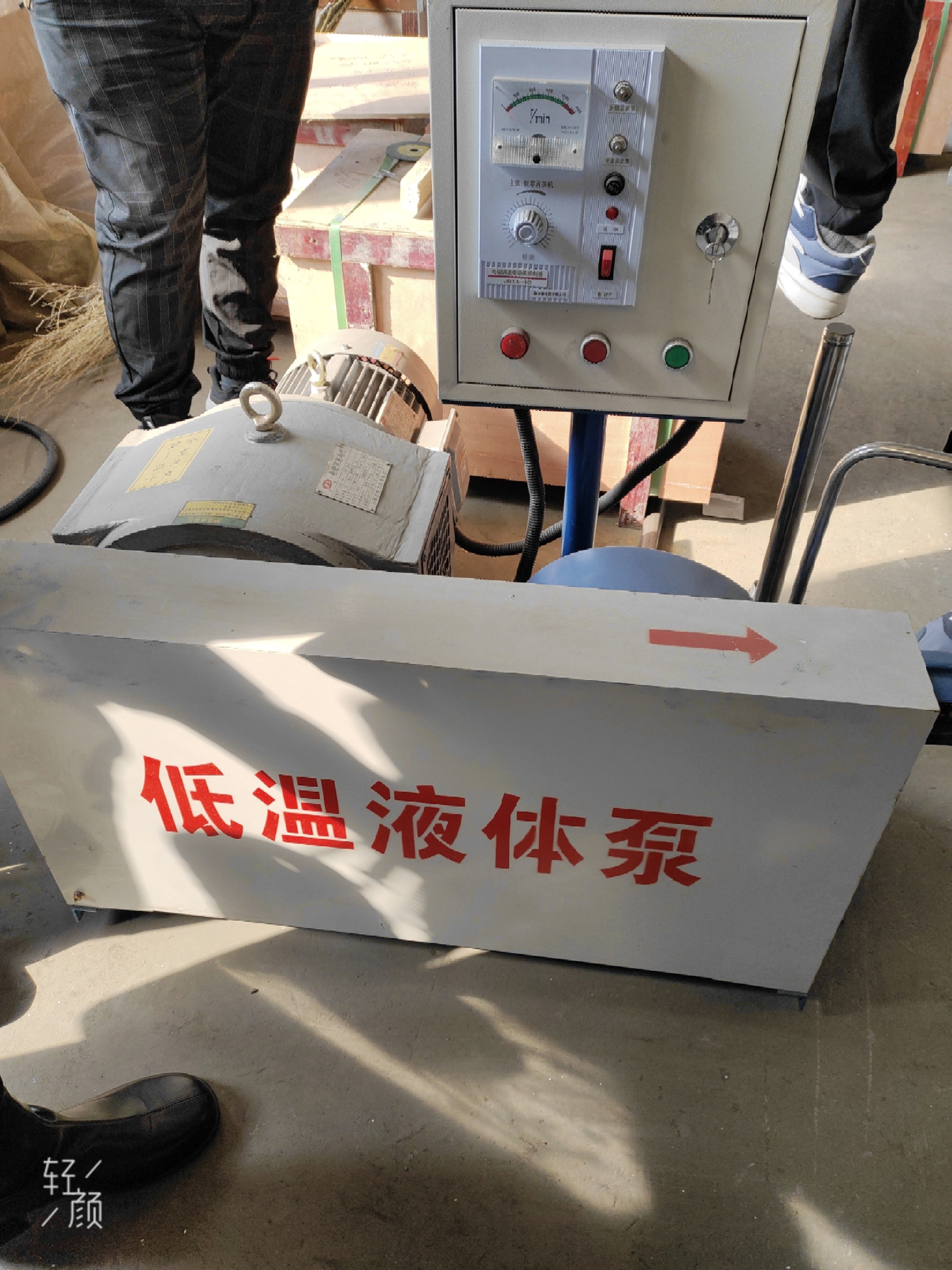
La pompe à liquide cryogénique est utilisée pour transporter du liquide cryogénique et améliorer ses machines sous pression. Selon le principe d'action, la pompe cryogénique peut être divisée en type à pales et en deux catégories alternatives. Le type de lame comprend le type centrifuge, le type à flux mixte et le type à flux axial. Type à piston alternatif et type à piston.
Pour éviter que le vaporisateur ne gèle, un dégivrage régulier, une inspection et une maintenance à l'arrêt ainsi qu'un traitement d'isolation doivent être effectués.
Structure du vaporisateur
(1) Les pièces de connexion entre la zone de température normale et la zone de basse température doivent être constituées de matériaux à faible conductivité thermique afin de réduire la perte de conductivité thermique ;
Le vaporisateur à température de l'air utilise la convection naturelle de l'air pour chauffer le liquide à basse température dans le tube d'échange thermique, le faisant s'évaporer complètement en gaz.
Ce type de vaporisateur utilise l'électricité pour produire de la chaleur qui est transférée au propane liquide pour produire de la vapeur de propane. Les vaporisateurs électriques ont une classification électrique qui leur permet d'être installés directement à côté d'un réservoir de stockage de propane. Ceci est utile dans les situations où l'espace est limité pour l'installation. Il convient de noter qu’une alimentation triphasée est nécessaire pour faire fonctionner ces vaporisateurs.
(4) Pour les pièces importantes travaillant à basse température, en particulier pour les pièces mobiles avec des exigences d'accouplement très strictes (telles que la bague mobile et la bague statique du joint d'arbre, le piston de la pompe à piston et la chemise de cylindre, etc.) avant la finition finale, doivent être traitées à froid. La température du traitement à froid doit généralement être inférieure ou égale à la température de travail, la durée du traitement est de 1 à 4 heures ;